






-2.png)








스마트는 새로운 표준입니다.
스마트 공장과 창조가 제조업체의 표준이 되면 이러한 시스템 구현은 경쟁 우위 확보를 넘어 살아남기 위한 필수 요소로 바뀝니다. 스마트 기술을 도입하지 않으면 경쟁사는 규모를 줄이고 더 민첩해지는 와중에 직원 부족, 사고, 단순한 비효율로 인해 생산 지연에 시달리기 쉽습니다.
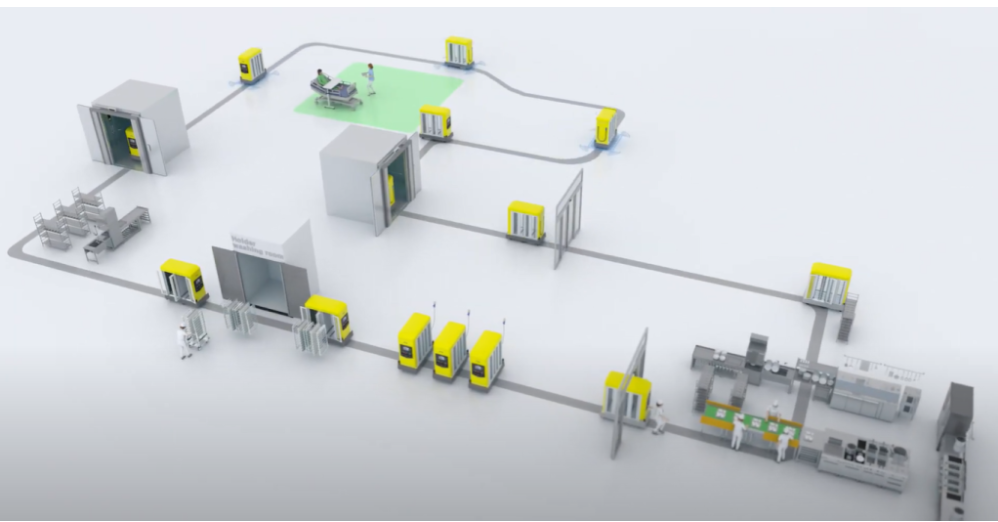
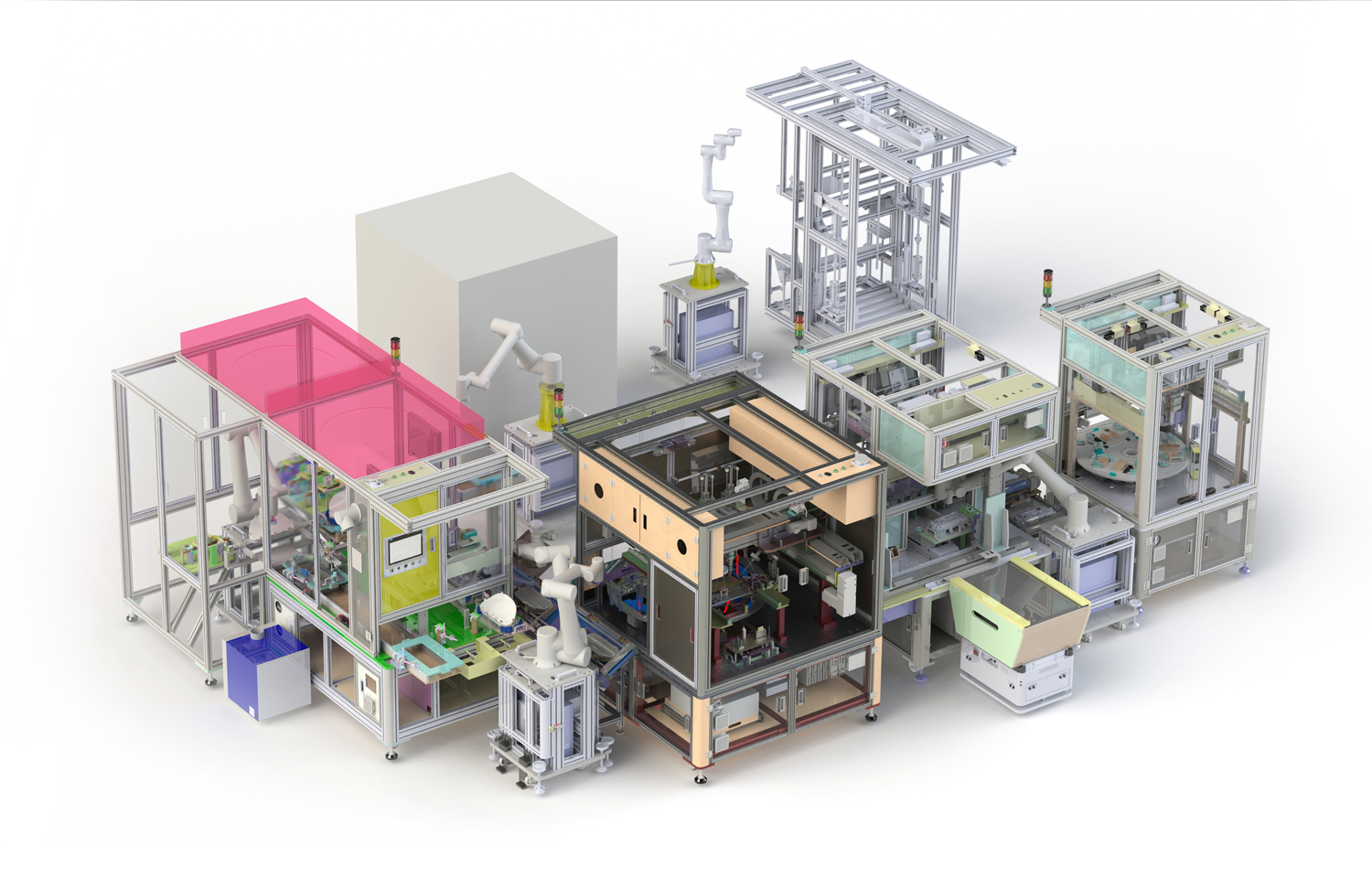
스마트 공장 및 창고에서는 여러 기술, 프로세스 및 데이터 스트림을 결합하여 끊임없이 변하는 조건에 맞게 조정되는 유연한 제조 시설을 조성합니다. 작업자와 기계가 협력하여 효율성과 생산량을 극대화하고 낭비되는 시간과 노력은 최소화합니다.
300개 제조업체 대상의 최근 스마트 제조 현황 설문 조사에 따르면 절반 가까운 응답자가 공장 중 적어도 일부라도 인터넷을 통해 외부 데이터 원본에 연결되어 있다고 밝혔습니다. 이는 2018년 이후 100% 증가한 것입니다. 응답자 중 61%는 다음 12개월 내에 스마트 제조 공정을 도입할 계획이라고 했습니다. 스마트 공장 부품 및 시스템의 글로벌 시장은 750억 달러에서 2025년까지 1,500억 달러 이상으로 두 배 커질 것으로 예상됩니다.
미시건주의 Creative Foam과 같은 일부 기업은 고도로 유연하고 완전히 연결된 공장이라는 극단적인 개념을 채택했습니다. Creative Foam의 7개 공장에서는 일반적으로 자동차 산업용 발포 고무와 접착제를 생산합니다. 그러나 코로나19 팬데믹 초기에 이 회사는 공장 중 하나를 통상의 자동차용 발포 고무 및 접착제 생산에서 인공호흡기용 폼 인서트 생산으로 전환했습니다. 이런 빠른 전환이 가능했던 것은 Creative Foam의 시설이 최신 클라우드 기반 MES(제조 실행 시스템)를 통해 가동되기 때문이었습니다.
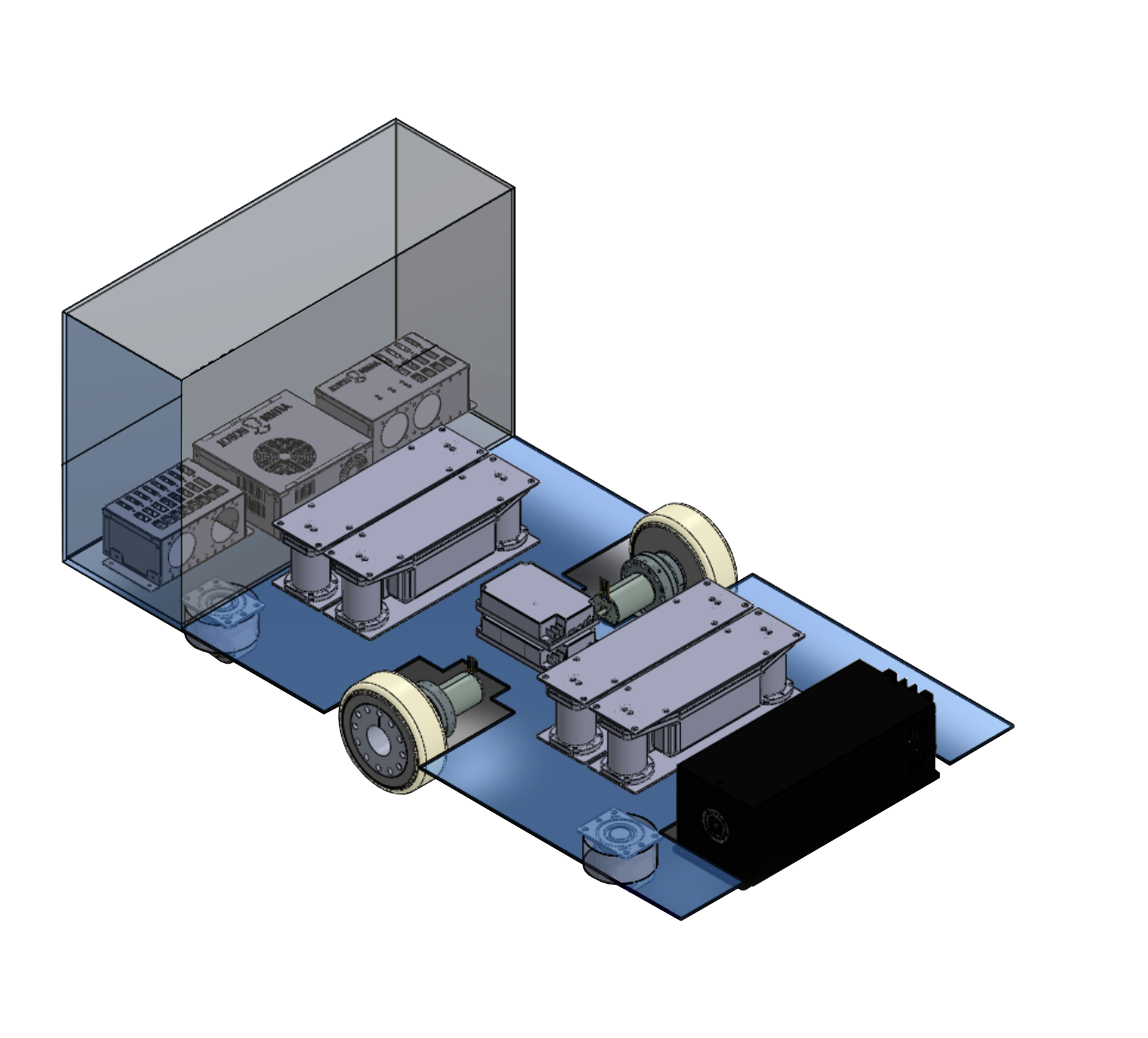
자율 모바일 로봇은 스마트 공장 및 창고의 핵심 구성 요소입니다. AMR 덕분에 인력은 자재 운반, 재고 정리, 무거운 품목 들어 올리기 같은 반복적인 작업에서 벗어날 수 있습니다. 하지만 최신 스마트 공장이나 창고에서 사용되는 AMR은 단순히 일하는 기계를 넘어 완전히 통합된 팀 구성원이 됩니다. 이러한 로봇은 다른 로봇 및 사람뿐 아니라 시설 자체와도 상호 작용합니다.

즉시 대응하는 연결된 AMR
AMR이 스마트 공장의 MES에 연결하고 실시간 명령을 수신하여 실행할 수 있습니다. 이러한 신속성 덕분에 AMR을 사용하여 부품을 적시에 배달할 수 있습니다. 조립용 자재가 필요할 때 로봇을 보내 수거할 수 있습니다. 생산 현장에 많은 양의 부품을 보관하는 대신 근처 창고에 보관하고 정확히 필요한 순간에 생산 시설에 배달할 수 있습니다.
인간과 협업하는 연결된 AMR
Volkswagen 자회사인 스페인 자동차회사 SEAT는 스페인 마르토렐의 공장에서 자율 모바일 로봇을 활용합니다. SEAT는 견고한 로봇을 이용하여 부품을 조립 라인으로 운반합니다. 이 로봇은 시설 전체에서 안전하게 주행할 수 있고 최대 500파운드까지 운반하거나 1,000파운드 이상을 끌 수 있습니다. 이렇게 큰 짐을 AMR을 활용해 운반하여 인명 사고와 부상 위험을 줄입니다.
마르토렐 공장의 다른 로봇은 인간과 협업합니다. 코봇으로 알려진 이 소형 AMR은 조립 구역에서 라인을 빠져나오는 차량에 스티커를 붙이거나 재고 수를 정확히 유지 관리하기 위해 사용되는 부품을 스캔하는 등과 같은 반복되는 작업을 수행합니다.
인명을 구하는 자율 지게차
일반적으로 지게차 운전은 창고에서 가장 위험한 작업입니다. 미국에서는 매년 지게차 사고로 35,000건 가까운 중상과 약 85건의 사망 사고가 발생합니다. 또한 유자격 지게차 운전자 인력 풀이 적어서 대형 창고에서는 해당 작업을 위한 숙련된 인력을 찾느라 어려움을 겪습니다.
Amazon 같은 회사는 대부분의 자사 창고에 무인 지게차를 도입해 이 문제를 해결했습니다. 무인 지게차는 단순한 지게차가 아니라 다른 자율 모바일 로봇과 똑같은 주행 및 매핑 능력을 갖고 스마트 창고의 관리 시스템에 완전히 통합된 자율 모바일 로봇으로 볼 수 있습니다.
현재 스마트 공장과 창고가 경쟁사를 능가하는 속도와 비용 효율성을 지원하여 경쟁 우위를 제공합니다. 스마트 시설이 표준이 되면 이러한 우위는 약화될 것이지만 제때 도입하지 못하는 기업은 점점 더 뒤처질 것입니다.




 유진로봇 뉴스레터 구독하기
유진로봇 뉴스레터 구독하기
